How Silicones are Evolving to Meet the Growing Needs of the LED Lighting Industry by Dow Corning
There are different materials for optics in lighting applications. The lighting application engineers François de Buyl, Martijn Beukema and Kevin van Tiggelen from Dow Corning are convinced that silicone’s unique qualities help to expand options in the design and molding of LED packaging components, as well as components for lamp and luminaire applications.
The number of LED applications benefiting from the unique properties and diversity of silicone polymer chemistry continues to increase, and the material is helping to overcome new and existing technical challenges. For instance, the demand for LED lighting applications with ever increasing light flux and thermal loads is particularly challenging. New lamp and luminaire architectures, such as optical lenses, remote phosphor or white reflector designs, may not be compatible with materials historically used by lighting manufacturers. As a consequence, there is renewed interest from LED lighting companies in silicone-based materials that have not traditionally been considered for broad use in lighting applications. These include consumer and industrial lamps and luminaries, signage, street and architectural lighting (both for indoor and outdoor applications), entertainment lighting, healthcare and hospitality, and automotive headlamps and interiors. Overall the features of silicone materials can help the design and molding of components that can meet the increasingly challenging demands of these applications.
Unique Properties for Photonics Applications
Silicones actually display the unusual combination of an inorganic chain similar to silicates, which is often associated with high surface energy. But they incorporate side methyl groups that are conversely very organic, and thus exhibit low surface energy. The Si-O bonds of silicone are strongly polarized and, without protection, should lead to strong intermolecular interactions. Methyl groups weakly interact with each other, so they effectively shield the main molecular chain. This is further facilitated by the absence of side groups at the oxygen atom, which results in the high flexibility of the siloxane chain. This open molecular structure also explains the lower barrier to rotation around the Si-O bond. In more practical terms, this means silicone’s polydimethylsiloxane chain can easily adopt many shapes for easier processing and molding.
Silicones’ low intermolecular interactions and high free volume compared to hydrocarbons results in other physical characteristics, such as a low glass transition temperature (Tg) of 146K (-127°C), naturally high flexibility, good vibration absorption characteristics as well as high impact resistance. Despite the high solubility and high diffusion coefficient of gases such as oxygen, nitrogen or water vapor, silicone resists wetting due to its very low surface tension. Therefore with their low moisture uptake and ability to withstand harsh environmental effects, conventional silicones are already frequently used by the electronics industry to protect fragile components against damage.
Although transparent liquid silicone rubber grades already exist and are widely used in LED fabrication and packaging applications, moldable silicones recently developed by Dow Corning represent a more advanced material engineered expressly for LED lamps and luminaires applications and, in addition, they deliver many of the above characteristics.
Compared to many organic materials, the chemical backbone of silicones makes them particularly well-suited to manage the increasingly high temperatures of today’s and tomorrow’s LED lighting systems.
In addition, the lower electronegativity of silicone (1.8) vs. C (2.5) leads to a very polarized Si-O bond that is highly ionic and exhibits a large bond energy, 452 kJ/mol (108 kcal/mol). By comparison, the Si-C bond has a bond energy of ca. 318 kJ/mol (76 kcal/mol), which is slightly lower than a C-C bond, while the Si-Si bond is weak, 193 kJ/mol (46.4 kcal/mol). These values explain the stability against heat and ultraviolet (UV) of the Si-O-Si dimethylsiloxane backbone used in moldable silicones. The presence of groups other than methyl along the chain leads to a reduction of thermal stability. But with the substitution with phenyl groups, physical properties such as refractive index and gas permeability can be modified, while stability under heat remains excellent.
In summary, the comparative properties shown in Table 1 clearly illustrate differences in key bulk materials characteristics for silicones, glass and plastics such as polycarbonate (PC) and acrylic (PMMA), which represent the materials most widely used in optics at the present time. and polymethylmethacrylate (PMMA)") Table 1: Bulk material properties: glass, silicone, poly-carbonate (PC) and polymethyl-methacrylate (PMMA)
Table 1: Bulk material properties: glass, silicone, poly-carbonate (PC) and polymethyl-methacrylate (PMMA)
Silicones’ Processing Advantages
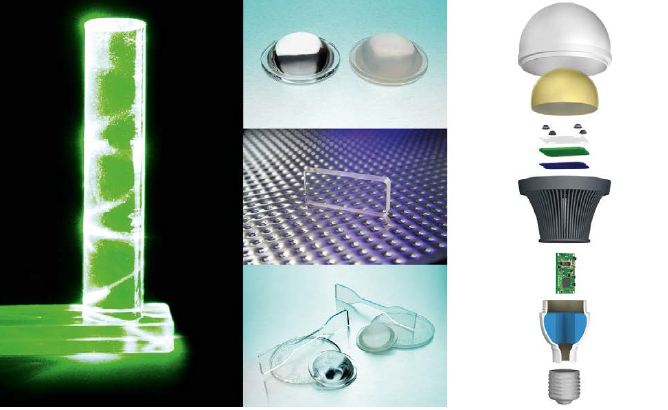
From a material processing standpoint, moldable silicones exhibit low viscosity before cure, enabling them to be molded more easily into complex shapes and thinner wall configurations than either organic polymers or glass. This offers new design options for secondary optics, light pipes, light guides, white reflecting parts and remote phosphor components as shown in Figure 1.
 Figure 1: Examples of light guides, lenses, diffuser and remote phosphor made with moldable silicone
Figure 1: Examples of light guides, lenses, diffuser and remote phosphor made with moldable silicone
Energy consumption used for molding silicone parts can be significantly less when considering the melting temperature of glass or plastics (Table 1) that are solid at room temperature. Unlike other materials, moldable silicones are a liquid at room temperature and only need moderate molding temperatures to obtain solid optic parts. In addition, silicones in general are less brittle than plastics, and do not suffer environmental stress cracking like polycarbonate does, which reduces the challenge of fabricating parts that adjoin thin- and thick-wall sections.
Silicone-based components can be fabricated using a variety of techniques, including injection molding, casting/ cavity molding and others. Like conventional silicones, optical-grade silicones are well-suited to precision molding applications. Before cure, the viscosity of silicones decreases as heat increases. This allows silicone resins to be injected into a mold at lower pressures than what is typical for other materials, while still achieving good flow and reproduction. For example, their low viscosity enables replication of micrometer-sized features on a lens surface that, in turn, offers advantages in enhancing, focusing or directing light output.
Shrinkage, another familiar challenge for plastics, is less of a problem for moldable silicones that, unlike plastics, need not be cooled in the mold for long periods in order to prevent warping. This helps reduce cycle time – particularly for large parts – which is important since the length of time that a part must remain in the machine can represent an important percentage of its total cost, depending on the mold, optical part design and process factors mentioned above. In addition, the comparatively low shrinkage of moldable silicones helps minimize or prevent warping in components that integrate straight sections, such as the back of semispherical optics.
Combined, all of these factors signify that moldable silicones offer the opportunity to reduce manufacturing costs and cycle times in injection molding, and potentially reduce system costs for LED-illuminated lamps and luminaires.
Thermal Stability Drives Optical Performance
Properties such as refractive index, coefficient of thermal expansion (CTE) and light transmission are all important to consider to ensure that materials deliver optimal value in lighting applications. Additional properties, such as maximum service temperature and resistance to degradation from ultraviolet (UV) radiation exposure are important to ensure long life of LED modules – especially those exposed to harsh environmental conditions and high lumen density.
Moldable silicones particularly shine in high-heat applications. As a class of materials, they withstand temperatures of 150°C and higher without significant loss of optical or mechanical performance. These qualities are becoming more attractive as LED sources increasingly deliver more intense white light from comparatively smaller package sizes, and as customers seek smaller lamps and luminaires with higher luminous flux.
Indeed, as lumen densities increase, the package temperatures within today’s high-brightness LEDs are already reaching as high as 150°C. This poses challenges for conventional epoxy encapsulants used to seal LED packages. But it is also raising challenges for traditional secondary optics materials such as polycarbonate (PC) and acrylics (PMMA). In general, the optical quality of these plastic materials declines over time at temperatures above 120°C and 90°C, respectively. Polycarbonate is prone to significant photodegradation and hence yellowing discoloration when exposed to blue LED light radiation and heat. Similar declines in performance occur for epoxies at temperatures above 150°C.
The higher temperatures demanded in next-generation LED designs can cause traditional optical materials used in LED lighting systems to yellow with age. This diminishes the total system light output, and can have a profound impact on lumen maintenance and efficiency. Specifically, it can push the 80 percent lumen output expected for LEDs below acceptable levels earlier than the expected 50,000 hours of an LED light source’s useful lifetime. In addition, yellowing adversely changes an LED’s color temperature over time, which is unacceptable to designers and end-users alike.
In comparison to these materials, moldable silicones exhibit excellent optical stability and transparency after prolonged exposure to temperatures upwards of 150°C, with comparatively little or no yellowing and greater reliability across the visible spectrum. Notably, thermal aging tests performed by Dow Corning in an air-circulating oven at 150°C for up to 10,000 hours demonstrated that the high optical transmission of moldable silicones remained steady – ranging from 90 to almost 95 percent in the visible spectrum (Figure 2). Moldable silicones also maintained high performance for other optical qualities during aging under high heat, including reflection, low haze and stable refractive index. Actually, light reflection and haze of optical grade moldable silicone can be readily controlled by molding lens parts of various surface finishes. Indeed, type A1 “mirror polish” surface finish according to SPI specified surface treatment will provide molded silicone part with low rate of diffused light, while for instance, type D3 “sand blasted” surface finish will provide molded silicone part with high rate of diffused light. However, in both cases, light transmission will remain at ca. 94 percent.
 after heat aging at 150°C up to 10,000 hours") Figure 2: Light transmission of moldable silicone (3 mm thickness) after heat aging at 150°C up to 10,000 hours
Figure 2: Light transmission of moldable silicone (3 mm thickness) after heat aging at 150°C up to 10,000 hours
In addition, optical grade moldable silicone with 94 percent light transmission measured on a 3 mm thickness specimen is showing quite low rate of light absorption as the thickness of the optical path is increasing. Indeed, measurements were showing that 90 percent light transmission is maintained for a thickness of ca. 40 mm.
In related tests, moldable silicones were thermally aged for 24 hours at 200°C, and further demonstrated comparably high thermal and optical stability against conventional materials, such as PC, acrylic and epoxy. In contrast, incumbent organic materials exposed to identical conditions began to exhibit significant yellowing as temperatures exceeded 125°C (Figure 3).
 Figure 3: Comparative heat aging of polycarbonate, cyclo-olefin copolymer, acrylic and silicone resins after 24 hours at 200°C
Figure 3: Comparative heat aging of polycarbonate, cyclo-olefin copolymer, acrylic and silicone resins after 24 hours at 200°C
Design Optics with Silicone
Again, from an optics design standpoint, refractive index, CTE and thermo-optic coefficient (TOC) are key parameters to consider when light emitted by an LED light source needs to be manipulated by a secondary optical element. A straightforward way to estimate the transfer of radiation from a light source to a receiver is to utilize the law of “conservation of étendue”. The étendue (U) is given by the following equation:
U=π n2 A sin2(Θ)
where n is the refractive index of the material; A, the output surface area of the optical element (or of the emitting area in case of the light source); and Θ, the viewing angle. This is illustrated schematically in Figure 4 for an LED and a collimator optical element.
, output surface area (A) and viewing angle (Θ)") Figure 4: Diagram of an LED light source and collimator, illustrating refractive indices (n), output surface area (A) and viewing angle (Θ)
Figure 4: Diagram of an LED light source and collimator, illustrating refractive indices (n), output surface area (A) and viewing angle (Θ)
To get a better understanding of what the viewing angle does with the light, it is useful to work with the illuminance, which expresses the light flux per unit area.
The relation between beam angle and illuminance is the following:
Illuminance = (Luminus flux) : (π L2 tan2 Θ)
where L is the distance between the light source and the illuminated surface.
The refractive index, CTE and TOC vary between materials used to collimate light, and it is important to understand how these variables impact beam angle and therefore illuminance for a given lens dimension. Put in another way, if a similar illuminance is preferred then the output surface area (A) of a given lens needs to be modified to adjust for the material’s refractive index. If temperature is an issue, then also the CTE and TOC need to be considered.
The above equations help to calculate changes in the relative output diameter as a function of viewing angle for lenses made of silicone, polycarbonate and acrylic, or for a reflecting surface in air.
 Calculation of the relative illuminance (relative to silicone) as a function of the refractive index for a fixed output surface area of the collimator; b) Calculation of the relative output diameter of the collimator as a function of the refractive index for fixed illuminance for a reflector in air (RI=1.0), silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584)") Figure 5: a) Calculation of the relative illuminance (relative to silicone) as a function of the refractive index for a fixed output surface area of the collimator; b) Calculation of the relative output diameter of the collimator as a function of the refractive index for fixed illuminance for a reflector in air (RI=1.0), silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584)
Figure 5: a) Calculation of the relative illuminance (relative to silicone) as a function of the refractive index for a fixed output surface area of the collimator; b) Calculation of the relative output diameter of the collimator as a function of the refractive index for fixed illuminance for a reflector in air (RI=1.0), silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584)
Plots in Figure 5 and values in Table 2 illustrate that differences in a material’s refractive index do not dramatically change the diameter of the lens for keeping illuminance constant, assuming there is no loss of light due to internal reflection or absorption. If a silicone collimator with fixed output surface would be exchanged with PMMA or PC, the change in illuminance would be 10% and 24% respectively (Figure 5). However, if the purpose is to maintain the same illuminance level with the silicone collimator, the output surface of a PMMA and PC lens would need to be decreased by only 4% and 10% (Figure 5).
, silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584) for three beam angles values. The light source is a 1mm2 LED die encapsulated in silicone with RI=1.424") Table 2: Examples of calculation of output diameter as a function of beam angle for a reflector in air (RI=1.0), silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584) for three beam angles values. The light source is a 1mm2 LED die encapsulated in silicone with RI=1.424
Table 2: Examples of calculation of output diameter as a function of beam angle for a reflector in air (RI=1.0), silicone (RI=1.424), PMMA (RI=1.491) and PC (RI=1.584) for three beam angles values. The light source is a 1mm2 LED die encapsulated in silicone with RI=1.424
Concerning thermal effects, the influence of factors such as CTE and TOC need to be considered to calculate the change in illuminance when using silicone, PMMA or PC. The formula for étendue including temperature dependence can be written as follow:
U = 2 n(T)2 A(T)sin2(Θ)
where n(T) and A(T) are the refractive index of the material and the output surface area, respectively, as function of temperature, and Θ the viewing angle. Both n(T) and A(T) depend on temperature (T) according to the following equations. Thus…
n(T) = n0 + TOC.ΔT
A(T) = A0 + CTE.ΔT
TOC values and CTE values for silicone, PMMA and PC are given in Table 3.
 Table 3: CTE and TOC values for silicone, PMMA and PC
Table 3: CTE and TOC values for silicone, PMMA and PC
The TOC of silicone actually compensates the effect of CTE. Silicone has a high CTE that will increase the output surface of the optical element, thus increasing the illuminance. On the other hand silicone shows a large thermo optic coefficient compared with PMMA and PC, which will reduce the refractive index with increasing temperature, thus decreasing the illuminance. Depending on the value for TOC, the thermal behavior of silicone on the illuminance is comparable to that of PMMA and PC (see Figure 6). Typically the illuminance will slightly decrease (only ca. 1 percent at ca. 100°C) with temperature for all materials, i.e. silicone, PMMA and PC.
. The TOC of silicone in the figure is estimated -3.10-4") Figure 6: Plots of relative change in illuminance as a function of temperature increase for an initial viewing angle of 20 degrees (at room temperature). The TOC of silicone in the figure is estimated -3.10-4
Figure 6: Plots of relative change in illuminance as a function of temperature increase for an initial viewing angle of 20 degrees (at room temperature). The TOC of silicone in the figure is estimated -3.10-4
Despite a minor increase in the optic output diameter when using silicone against PMMA or PC (Table 2), there is therefore a similar behavior to be expected using silicone instead of PMMA and PC as temperature of the luminaire will increase when in service.
Summary
In terms of performance, moldable optical silicones combine and often exceed the best qualities of both organic polymers and glass. As demand for LED lighting accelerates over the next decade, moldable optical silicone materials are positioned to play a major role in the development of new high-performing LED light sources, and could help expand design and processing options for LED lamps and luminaires. Their good thermal stability, moldability and mechanical properties offer benefits at virtually every stage of the LED value chain – solving challenges to sealing, protecting, adhering, and shaping light. With the addition of their attractive optical qualities, moldable silicones can address design issues such as diffusion and glare control, color temperature variation and performance over time. Moldable silicones further offer the potential to advance the adoption of LED lighting, drive down cost and help expand the technology into new markets, such as general and accent lighting for home, office and retail spaces, traffic lights and any other outdoor illumination, mobile devices and automotive interior lighting. Silicone-based LED lighting could especially benefit applications that require a cool touch and environmental toughness.
