Additive Manufacture of Optics Goes Digital by LUXeXceL B.V.
With a new technology for additive manufacturing, optics fabrication has gone digital, making more product innovation and variety affordable by eliminating the expense of molds and tooling, enabling just-in-time manufacturing and bringing a new freedom for optics and lighting designers. Marco de Visser, Business Development Manager at LUXeXceL B.V. gives an update on this technology and its new opportunities.
Not long ago, CDs were the way we all bought and enjoyed music. Then the computer industry, most notably Apple, digitized the music retail supply chain with handheld devices and online music stores. Listeners gained exponentially more choices and a more convenient way of finding and buying music. Stacks of physical CDs were replaced by databases of digital music files. Digital production and inventory revolutionized a massive industry in only a few years.
In the global lighting industry, there is another digital revolution beginning, catching the wave of the rapid shift to LEDs. The impact is on luminaire makers and their suppliers rather than on end customers. A new mode of digital production, digital inventory, and just-in-time supply chain efficiency is now available for the optical components of light fixtures. Arguably, after the light source itself, optics are the most critical determinant of a fixture’s style and function, and also the industry’s chronic, debilitating “bottle neck” of design, sourcing, and manufacturing.
Additive Manufacturing – The Third Industrial Revolution
Along with many other products, optics can now be produced by “Additive Manufacturing” - a set of technologies for making physical products directly from digital Computer Aided Design (CAD) files in only one step. With the traditional “subtractive” methods of milling, turning, grinding and polishing, material is cut away to achieve the desired form, either of the products directly or for making molds and tooling. In contrast, Additive Manufacturing, also referred to as “3D printing” or “rapid prototyping“, builds products by progressive computer-controlled deposition of material, in a process that resembles printing, taking multiple passes over the work until the desired 3D form is achieved. In recent months, nearly all of the leading business publications have featured articles about how Additive Manufacturing (“AM”) will streamline product development and accelerate the supply chain for many industries.
Extrusion and injection molding are the dominant way of making lighting optics today. Additive Manufacturing in the lighting industry is sometimes used to prototype new fixture casing designs, but not, until very recently, to make optics. The few AM systems which could print with clear materials could only offer parts good enough to test the form, but not the function of an optic.
In March 2012, the authoritative “Wohler’s Report 2012,” by Wohlers Associates, an independent consulting firm focused on Additive Manufacturing, cited “printoptical technology” as one of five new “Emerging Developments”. The principal author, Terry Wohlers, explained this further in his keynote address at Rapid 2012 in Atlanta, USA, highlighting that this is the first ever AM process capable of producing a complex optical quality surface. It is also among the very few AM processes capable of making precise full color textures. Most remarkably, it is also among the first AM processes ready for economical higher volume manufacturing, not just for low volume rapid prototyping.
In August 2012, printoptical technology was honored by Frost & Sullivan with their prestigious “2012 European Enabling Technology Award in Advanced Optics for LED Lighting”, commenting “Lack of optics flexibility, high costs, and long manufacturing lead-times have been the major challenges faced by LED system integrators. Frost & Sullivan appreciates the fact that LUXeXceL, with its innovative Printoptical Technology, has eliminated most of these challenges by combining 3D printing and optics”.
What is Printoptical – How Does it Work
The printoptical process 3D prints optical structures using modified wide-format industrial inkjet equipment, engineered for high volume printing. Droplets of a transparent UV-curable polymer “ink” are jetted onto a translucent substrate and then cured by UV-lamps which are attached to the print head. The droplets are deposited in several passes until the desired form is built. The results are geometric or free-form shapes which may incorporate prisms or lenses, as well as full color graphics and textures. Even though the polymer ink is deposited in discrete drops, the final surfaces are optically smooth and fully functional. This is accomplished by allowing time for the droplets to join and flow into the desired shape before curing. By precise control of flow and using the natural mechanism of surface tension, optical quality surfaces are achieved with no further processing.
The use of clear inks for optics along with optional colored inks for tinting or for full color printing enables the creation of a broad spectrum of optical structures and design treatments, like troffers, diffusers, fresnel lenses, micro-optical surfaces, etc., along with colored and textured adjacent surfaces, optionally as an integrated single part. By adapting commercially available industrial inkjet printers, their reliability, speed, and precision are inherited and put to a new use.
Geometrical Specifications and Materials
Instead of printing on paper, a sheet of translucent material is used as a substrate. Most frequently, sheets of Acrylic (PMMA) or polycarbonate are used, but films of Poly-Ethylene terephthalate glycol (PET-G) or polycarbonate, and many other substrate materials are available. Thickness of the substrates used is typically from 0.3 mm to 8 mm, with thicker materials also possible. The design of the equipment means that printed optic can be any size up to the total available print area of 1280 x 2000 mm. More typically, many small lenses are produced on each sheet of substrate. After printing, the substrate sheet may be left as a single optic, or cut into smaller arrays or individual lenses.
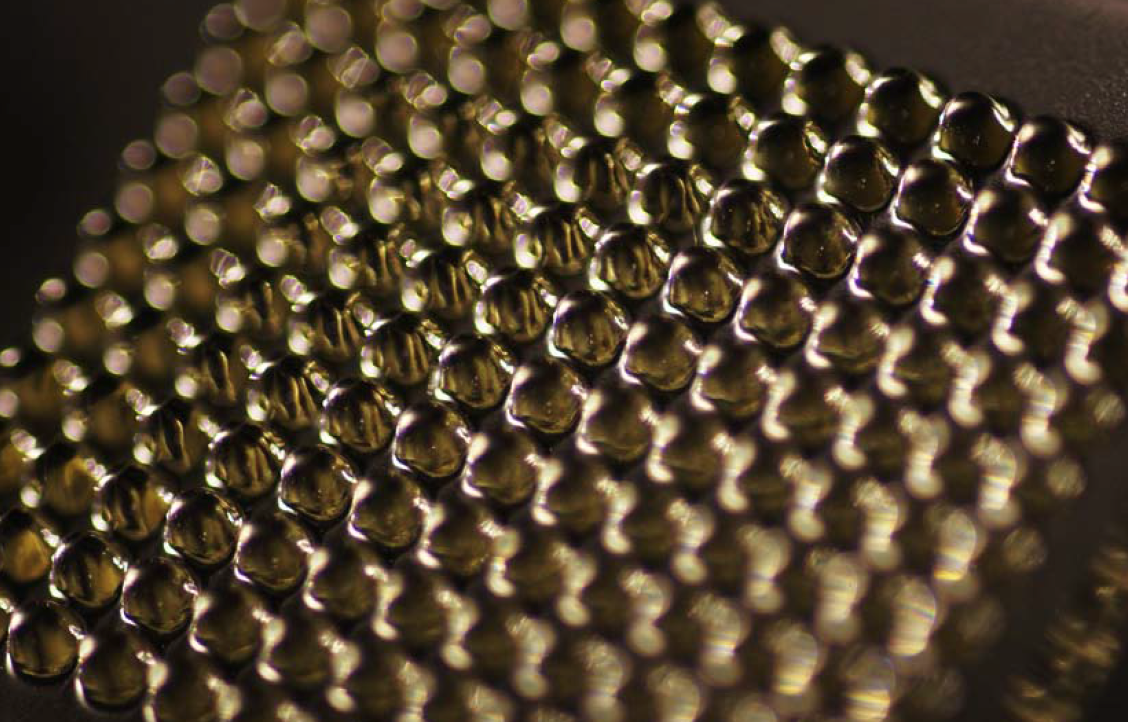
. Droplets of polymer are allowed to “flow” under surface tension before curing with UV light, giving smooth surfaces needed for optics (left-bottom). Array of microoptic lenses (right)") Figures 1 to 3: Deposition of droplets by UV print head onto substrate material (left-top). Droplets of polymer are allowed to “flow” under surface tension before curing with UV light, giving smooth surfaces needed for optics (left-bottom). Array of micro-optic lenses (right)
Figures 1 to 3: Deposition of droplets by UV print head onto substrate material (left-top). Droplets of polymer are allowed to “flow” under surface tension before curing with UV light, giving smooth surfaces needed for optics (left-bottom). Array of micro-optic lenses (right)
Optics Manufacturing – Time to Evolve
A major obstacle to the introduction of new lighting fixtures is the current slow process for prototyping and commencing production of custom optics. Fixture manufacturers are impeded by the limitations and expense of injection molding. Meanwhile, the higher efficiency but more intense light of LEDs is making optics design more important than ever.
“Direct Digital Manufacture” of optics is the solution and Printoptical Technology is the leading approach. Instead of the expense and time for the tooling of a metal mold, now “the mold is digital”, with only the CAD file needed to fully describe the optic and initiate its manufacture. Optics can be printed “on demand” with no minimum order quantity issues. Lead times from order to delivery are measured in days, not weeks or months. Limitations of tooling and molding are eliminated and new designs can flow from the imagination of designers with only a few limits on what is “printable,” with these limits rapidly advancing.
 Figure 4: Lens Array with dual lens coloring, integrated in an opaque textured panel
Figure 4: Lens Array with dual lens coloring, integrated in an opaque textured panel
 Figure 5: Interchangeable prism lens with blue tint
Figure 5: Interchangeable prism lens with blue tint  Figure 6: A multi-functional lens sample in wood grain - matte structure
Figure 6: A multi-functional lens sample in wood grain - matte structure
 Figure 7: Functional lenses integrated in wood grain texture
Figure 7: Functional lenses integrated in wood grain texture
 and its application (right)") Figure 8: Printoptical Lens Array including white surface texture (left) and its application
Figure 8: Printoptical Lens Array including white surface texture (left) and its application
Adapting optics designs:
CAD systems have long enabled optics designers to rapidly adapt designs to new requirements. With AM, short-run, custom manufacturing has become equally feasible. Optic designs can be modified and produced in new shapes, sizes and configurations, quickly adapting to changes in availability of other components, including the LEDs themselves, or to shifts in market demand.
Optics arrays:
Arrays of multiple lenses can be printed all as one part to eliminate assembly and reduce costs. Individual optics within a printoptical array need not be identical and may vary parametrically across a fixture. Textured and colored backgrounds or other decorative effects, frames and adjacent parts can be incorporated and printed in a single process.
New illumination patterns:
Due to the design limitations and trade-offs necessitated by traditional optics manufacturing, the current catalog of available luminaires is dominated by designs which use optics based on linear (extruded) or circular (turned) symmetric geometry. The resulting light-directing functionality has tended to be simple diffusion, sending light in all directions, or simple spot illumination, sending light in a conical beam. With printoptical technology, illumination patterns can just as easily be rectangular, trapezoidal, asymmetric or complex. Many surfaces we want to illuminate tend to be rectangular - rooms, desks, kitchen counters, tables, showcases, building facades, or parking lots. Optics designers and customers no longer need to accept the mismatch of a round spot with a rectangular painting, or streets that are alternately over- and under-illuminated due to the overlapping circular patterns of light from the lamp poles.
Even illumination:
Within the projected light pattern, AM optics can help make the level of illumination more even from edge to edge, or conformed to whatever gradient is desired. The prime targets for improvement are wall washers, streetlights, stage lighting, sports facilities, or anywhere that there is an irregular or oblique target space or where the placements of luminaires are problematic.
Colors and textures:
The printoptical process evolved from color graphics printing and so inherited its high resolution color capabilities. Color tints can be printed within the optic itself to adjust the color temperature of the light from an LED or for decorative effects.
Color mixing:
For luminaires using multiple colors of LEDs – e.g. RGB arrays – complex micro-optics can be designed and made using printoptical Technology which mix the colors to make a smooth white light distribution with uniform color balance from all angles.
Rapid, Low-Cost Prototyping Encourages Experimentation
In combination, these new capabilities open many new options and directions for optics design and novel, eye-catching and functional fixture designs. printoptical technology is both a prototyping and a production process. The low cost and speed of turn-around allow iteration, and the prototypes are fully functional and have the same performance as the final manufactured parts.
Complexity is for free:
Within the ever expanding bounds of what is “printable” there is no penalty for complexity. Costs for a complex mold can be prohibitive, but the complexity of the CAD file has minimal impact on the printoptical process.
Modular design options:
A lighting company might have one lighting fixture with many available optics. These could either be installed as a final fixture manufacture assembly step or offered to lighting designers and installers to allow them to install or change the optics themselves to match their needs, much as a professional photographer might fit different lenses to an SLR camera to match each photographic assignment.
Interestingly, we are starting to see novel luminaire designs that are only possible because of the printoptical technology. One noteworthy example is from a leading German Design and LED technology company, using an array of 36 micro-lenses printed in one pass as a finished assembly to produce this fixture, including the visual cover plate.
Commercially Available Now and Continuing to Advance
From a research and development effort in 2009 and 2010 to a ‘very promising’ technology in 2011, printoptical technology evolved into an award-winning commercial service offering in early 2012, with full production capability now available for non-imaging optics applications targeted to meet the requirements of the lighting industry. Figure 9: Substrate including double sided lens structure
Figure 9: Substrate including double sided lens structure
Some limitations remain but future enhancements expected to further extend the printoptical process include:
Double sided lenses:
Using both sides of the substrate material to build the lens structure will take advantage of the improved precision of higher performance printers and a laser alignment process has been adopted to enable a continuously improving accuracy of the ink deposition onto the substrate.
Enhanced lens coloring and filtering:
Unfortunately, many of the light sources used today emit a spectrum of visible light which is less than ideal for popular applications. This can be adjusted through blending inks with color and additives. Although lens tinting is already a part of the printoptical capability portfolio, further measurement and calibration improvements are under development to deliver more accurate color correction.
Increased print precision:
Pitch diameters, the distance between the single structures or elements – are now limited to 1 mm for prism, fresnel and micro-optics made on current standard equipment with a resolution of 1,440 dpi and minimum droplet size of 7 picoliters. This limit will be pushed further to well below 1 mm with the adoption of equipment capable of higher dpi and smaller droplet size. Printers are commercially available with up to 9,600 dpi and minimum droplet size below 1 picoliter.
Improved form factors:
Although the current 4 mm maximum total thickness of printed material covers much of optical market demand, there is room for further improvements. In the category of taller Total Internal Reflection (TIR) based lens designs, significant advances will be offered by the end of the year. Figure 10: Prism and micro-optics pitch
Figure 10: Prism and micro-optics pitch
 Table 1: The impact on lighting fixture and optic economics
Table 1: The impact on lighting fixture and optic economics
Economics
With the ascendance of LEDs, optics design and manufacture is becoming a more critical determinant of product development success and final profitability of luminaire makers. Direct Digital Manufacture of optics introduces the ability to produce fully functional prototypes, identical to proposed production optics, and being able to test market reaction, iterate the design if needed, place a small order to start and have finished units to customers – and new product revenues – in a few weeks. Instead of trying to make forecasts of market demands months in advance and committing to large minimum order quantities, orders can be placed on an “on demand” and “as needed” basis.
The impact of “Just-in-time” supply seen in many other manufacturing processes can now allow optics stocks to be dramatically reduced. Instead of changes in LED availability, customer demand or market needs making forecasts obsolete and requiring the write-off of inventories, lighting companies can reduce their optics inventories and reorder stock only as needed creating an immediate saving in working capital and ongoing reductions in financial write-offs.
Custom Lighting groups often have the opportunity to respond to smaller run, high margin leads to meet lighting goals set by forward-thinking architects, lighting or interior designers. Often only the optic need be changed in an existing lighting fixture to meet these needs – perhaps a different beam angle or different light distribution pattern is required. With AM optics a revised CAD file is sent to the Printoptical service provider and fully working prototypes can be shown to the customer, often in time to win a bid from slower-moving competitors with paper designs and simulations, instead of working prototypes. When the project is won, as many optics as needed can be ordered. Faster time to market can mean more bids won on higher-margin orders, with little extra engineering time needed and no inventory risk.
When new lighting fixture ranges are being designed, fully working prototype optics can be ordered to be tested in prototype mechanical fixtures. Customer reaction can be gauged, changes made, designs improved. The difference between a slow, expensive prototyping process and a fast, inexpensive one isn’t subtle, it’s radically better. It has recently become known that Apple used 3D printing as part of its prototyping process and that over 40 designs were tried before the final design of the iPhone was selected. This change allows more design alternatives to be tried, more risky experiments made. Low cost risk taking can make innovation happen on a regular basis. Printoptical technology has already helped its customers to create product variations and cutting-edge products, taking immediate advantage of new LED chips and modules.
 Figure 11: New optic designs can be created and visualized on CAD systems before being sent for manufacturing directly from a CAD file
Figure 11: New optic designs can be created and visualized on CAD systems before being sent for manufacturing directly from a CAD file
Outsourced Manufacturing
Most lighting fixture companies already outsource the manufacture of optics. For them, using printoptical technology will be a very familiar process of discussion with the supplier and usually submission of a CAD file of the optics design in any of several common CAD file formats.
Currently CAD files from SolidWorks (.SLDPRT and .SLDASM file formats), Inventor (.IPT and .IAM), AutoCAD (.DWG and .DXF), and Photopia (.RAY) can be used directly as well designs from other CAD systems using common interchange file formats (incl. .STP, .STE, .STEP, .STL and .IGES).
What changes most is the up-front cost and lead times. For prototypes, turnaround in 1-2 weeks or a rush order in a few days is the new norm, instead of waiting weeks for molded prototypes. The prototype optics are made on the same machines and are identical to subsequent production pieces. The digitally-made prototypes are returned quickly and are commonly an order of magnitude cheaper than comparable alternatives.
If a lighting company is ready to commit to ordering huge numbers of identical optics, the expense of production tooling for injection molding may still be warranted. The upfront cost for molds can be amortized as a small per unit component of cost compared to the cost of materials and the machine-time to make each piece. However, the economics of printoptical manufacture is clearly advantageous for smaller volumes, from one piece up to 50,000 – 100,000 pieces, depending on the complexity of the optic. In fact, many luminaire makers might consider splitting their larger optics orders into smaller separate commitments, possibly with variations of design, keeping their options open and avoiding the heavy working capital and inventory risk.
Optics Designers Can Lead the Way to Increased Profitability
With AM, optics can shift from being the bottleneck that slows down the process of new product introductions to being a powerful competitive weapon. Optics designers are finding that prototypes made with Printoptical Technology are typically not just much faster and cheaper than molded prototypes but also lead to better fixtures. Given that most designers have an optic prototype manufacturing budget already, they find that they can easily test the claims of this new process for themselves on their designs and their CAD files. The recognition by Wohlers Associates and Frost & Sullivan are strong validation, and the description here above should answer some questions. But the really convincing test is to see an actual prototype optic, made from your CAD file or design, produced in only a few days. Fortunately, it is not necessary to buy expensive equipment or learn to use new software. printoptical manufacture is available as a service with no minimum order quantities and very affordable pricing.
Once printoptical technology is experienced in-house by optics and fixture designers, more applications and benefits will be discovered. The technology is still new, but Additive Manufacturing of optics already appears to provide an important new core technology for lighting industry and deserves to be evaluated by every maker of luminaires.
References:
[1] Wohlers Report 2012 – Additive Manufacturing and 3D Printing, State of the Industry, Annual Worldwide Progress Report, www.wohlersassociates.com/
[2] Frost & Sullivan – Best Practices Research “Advanced Optics for LED Lighting” - www.frost.com
[3] LUXeXceL Group BV, Inventor of Printoptical Technology, www.luxexcel.com
